Em operações industriais, a identificação da causa de uma perda operacional raramente acontece de forma tão direta quanto o momento em que a linha efetivamente interrompe a produção. Em ambientes de blow molding para fabricação de embalagens plásticas, diferentes ativos operam de maneira altamente interdependente. Por esse motivo, pequenas alterações de comportamento em um equipamento se propagam gradualmente ao longo da linha até se manifestarem como:
- Perda de performance;
- Microparadas;
- Downtime em outro ponto do processo.
Na prática, isso significa que a máquina que registra a parada mais evidente nem sempre corresponde ao ativo que iniciou a condição responsável pela degradação operacional. Ainda assim, grande parte das análises conduzidas no chão de fábrica continua concentrada justamente no equipamento onde o impacto se tornou mais visível para produção, manutenção ou supervisão.
Esse cenário costuma aparecer com frequência em linhas compostas por sopradoras, alimentadores de pré-forma, compressores e sistemas de resfriamento. Essa situação ocorre, pois, a estabilidade pneumática, térmica e mecânica influencia diretamente a capacidade da operação de sustentar produtividade contínua.
Considerando uma linha de produção de garrafas PET, operando próxima de sua velocidade nominal, a sopradora pode começar a apresentar pequenas reduções de velocidade distribuídas ao longo da operação. Ao observar o comportamento operacional anterior à perda de performance, torna-se possível identificar oscilações intermitentes no sistema pneumático responsável pela alimentação da linha.
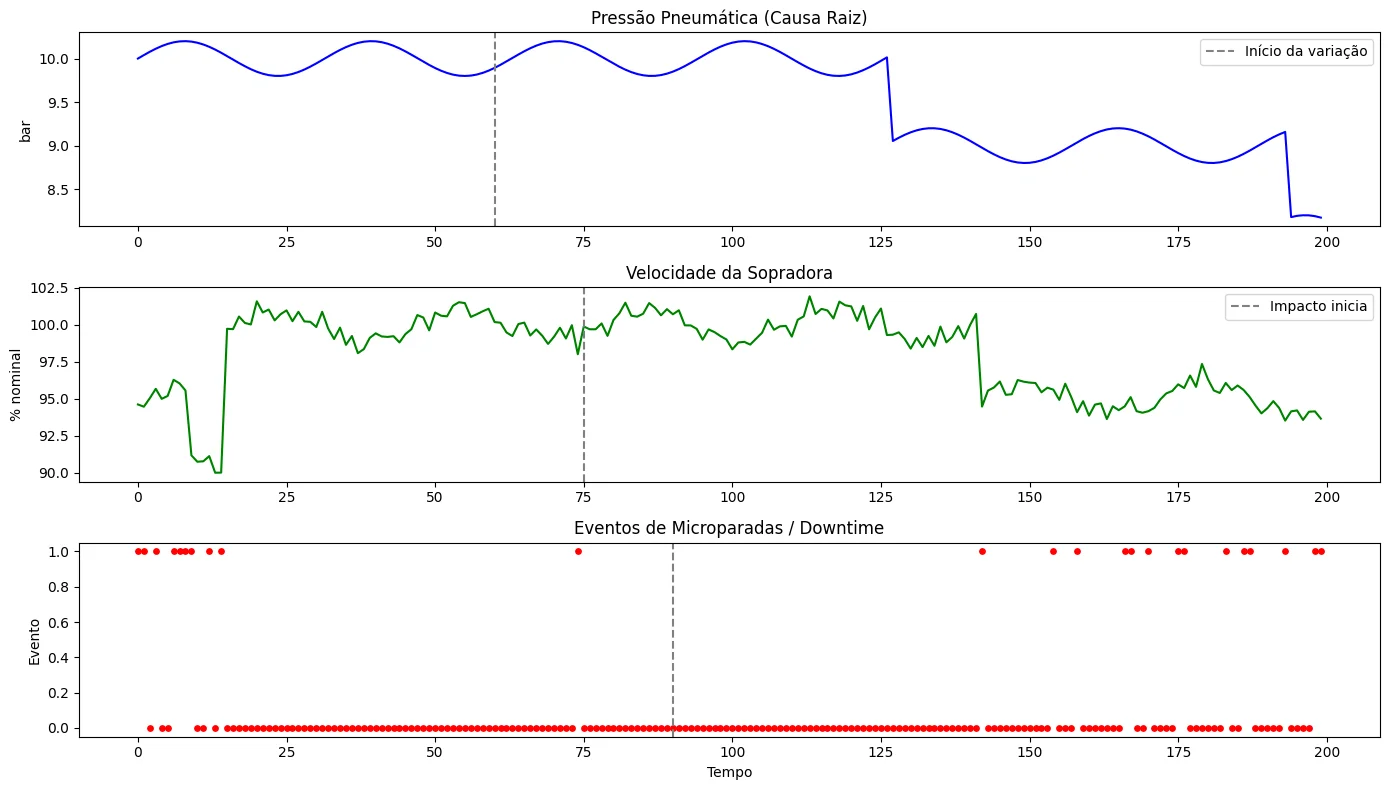
A variação de pressão não chega a interromper imediatamente a produção, mas reduz gradualmente a estabilidade do processo de sopro e aumenta a frequência de intervenções. Nesse cenário, a sopradora concentra alarmes, pequenas interrupções e redução de velocidade, mas a condição que iniciou a degradação operacional começou anteriormente em outro ativo do processo.
Essa diferença entre a máquina que manifesta a perda e a máquina que efetivamente iniciou a condição operacional, representa uma das principais dificuldades dentro da análise de causalidade em indústrias. Em muitos casos, a interpretação ainda depende fortemente da percepção operacional, do histórico de equipamentos considerados críticos ou da experiência prática das equipes de manutenção.
Root Cause Analysis e o limite da interpretação isolada da operação
Root Cause Analysis sempre teve como objetivo diferenciar sintomas da origem real de uma falha operacional. Metodologias associadas a TPM, análise de falhas e melhoria contínua buscam justamente evitar que ações corretivas sejam direcionadas apenas para o ponto onde o impacto ficou mais evidente. Na prática, porém, a maior dificuldade normalmente está na qualidade do contexto operacional disponível para reconstruir o comportamento da linha ao longo do tempo.
Em operações de blow molding, parte significativa das perdas não aparece como grandes eventos de parada facilmente identificáveis. Em muitos casos, a degradação operacional ocorre através da combinação entre pequenas oscilações, intervenções recorrentes, microparadas e reduções graduais de velocidade que, isoladamente, parecem pouco relevantes para a operação. Entretanto, quando observadas de forma acumulada, essas condições:
- Alteram progressivamente a estabilidade da linha;
- Impactam diretamente indicadores, como:
- Disponibilidade;
- Performance;
- Volume reduzido.
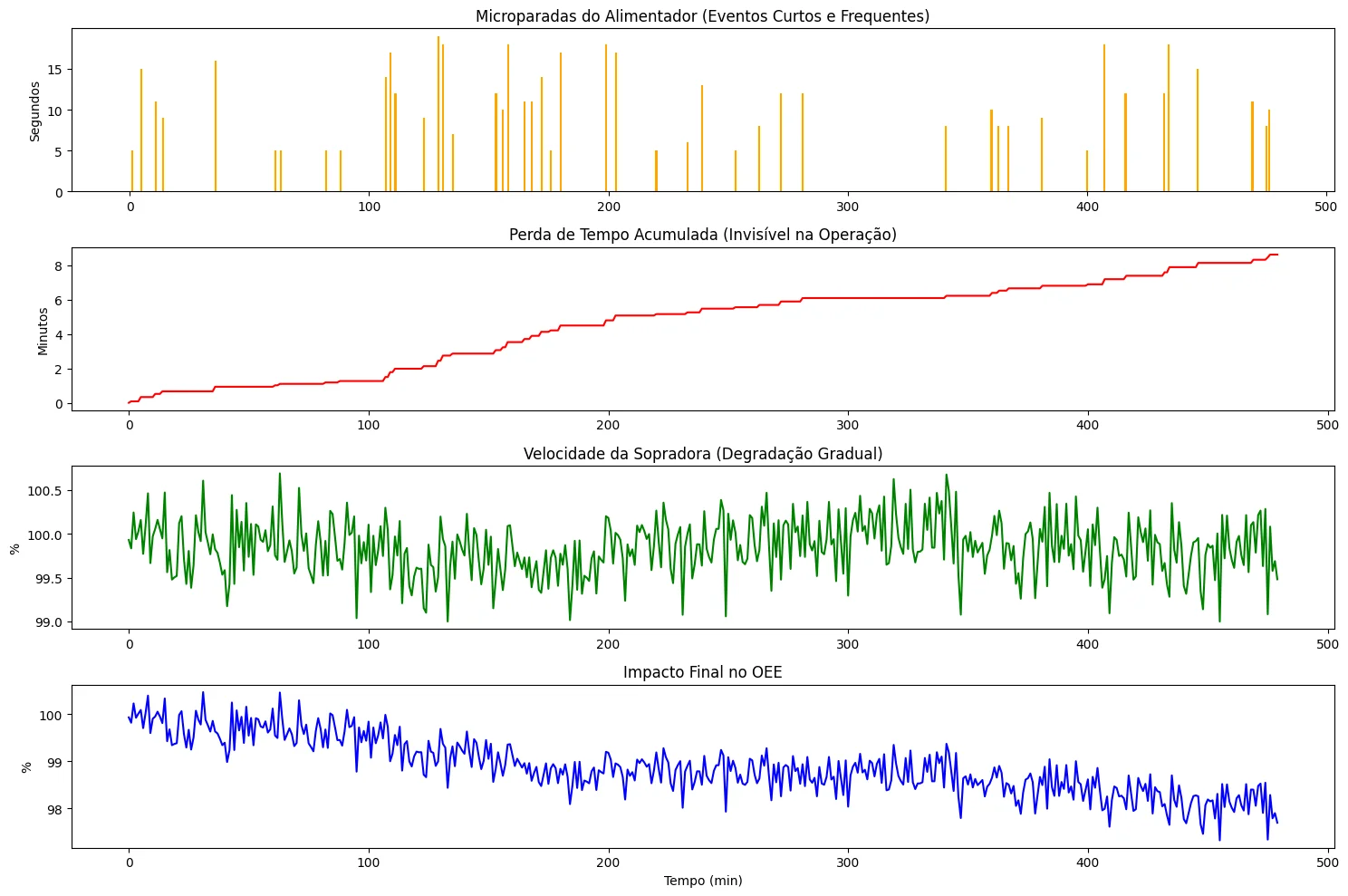
Por exemplo, em um alimentador de pré-forma, interrupções podem ser apresentadas durante poucos segundos ao longo do turno. Individualmente, esses eventos parecem insuficientes para justificar uma análise mais profunda e muitas vezes sequer são classificados formalmente como downtime. Ainda assim, a repetição dessas oscilações altera o sincronismo da sopradora, aumenta a frequência de intervenção operacional e reduz gradualmente a estabilidade produtiva da linha.
Ao final do turno, o fechamento operacional pode apresentar perda de performance no OEE, maior concentração de alarmes e redução do volume produzido em relação à capacidade da linha. Sem contexto operacional adequado, a tendência natural da análise é concentrar a investigação justamente no equipamento onde a perda ficou mais evidente. A dificuldade é que esse tipo de interpretação frequentemente trata o sintoma operacional como origem da degradação da linha.
Esse comportamento se torna ainda mais crítico porque boa parte das perdas industriais não se manifesta como falhas abruptas e facilmente identificáveis. Em linhas contínuas, degradações operacionais costumam se desenvolver através da propagação de comportamento entre diferentes ativos da operação. Quando a análise permanece limitada apenas ao equipamento que formalizou o downtime, parte importante da sequência causal responsável pela perda deixa de ser considerada.
Guilty Machine como estrutura de causalidade operacional
É justamente dentro da lacuna entre o sintoma operacional e a origem da perda, que o conceito de Guilty Machine, proposto pela ST-One, ganha relevância. Esse conceito passa a considerar qual ativou entrou primeiro em uma condição operacional capaz de desencadear a degradação observada posteriormente na linha.
Na prática, isso exige uma leitura contextual da sequência operacional dos equipamentos. Em determinadas situações, a condição responsável pela perda pode ter acontecido segundos ou minutos antes do momento em que a produção efetivamente percebe o impacto mais evidente da instabilidade operacional.
Por exemplo, em uma linha de blow molding, o sistema de resfriamento pode começar a apresentar perda gradual de eficiência térmica ao longo do turno. Inicialmente, a operação continua produzindo normalmente e não existe qualquer parada significativa. Conforme a estabilidade térmica se deteriora, porém, a sopradora passa a operar em velocidades intermediárias para preservar repetibilidade dimensional e reduzir rejeições.
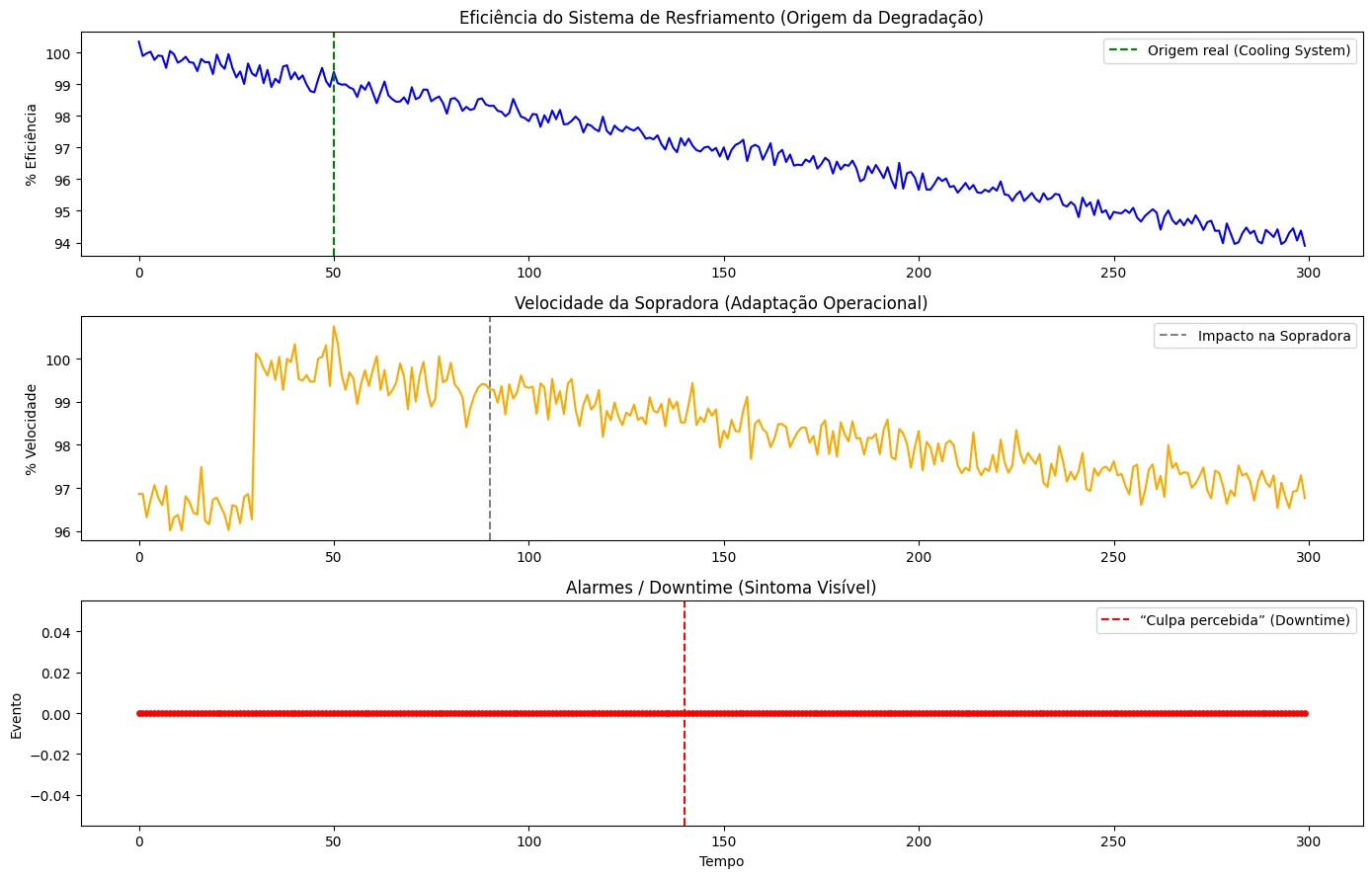
Sem uma leitura contextual do comportamento operacional anterior à parada, a tendência mais imediata é atribuir a causa justamente ao equipamento que concentrou alarmes, intervenção e downtime formal. Entretanto, ao correlacionar sequência temporal de faults, estados operacionais e propagação de comportamento entre ativos, torna-se possível observar que a degradação começou anteriormente em outro ponto do processo.
O conceito de Guilty Machine surge como tentativa de estruturar essa interpretação de forma mais consistente dentro da operação industrial. Em vez de depender exclusivamente de percepção operacional ou apontamentos manuais, a análise passa a considerar contexto temporal, comportamento anterior à parada e relação causal entre equipamentos da linha.
Em ambientes industriais contínuos, essa diferença é importante pois decisões relacionadas a manutenção, priorização de falhas, recorrência operacional e melhoria contínua dependem da atribuição correta de causalidade. Quando a interpretação permanece limitada ao equipamento onde a perda se manifestou de forma evidente, existe o risco de direcionar esforço para o sintoma operacional em vez da condição que iniciou a degradação do processo.
Saiba mais sobre a ST-One.